























































縫い目の破損が許容できない結果であるブランドにとって、これら 2 つの状況の違いを詳しく理解する価値はあります。
27.12 MHz 規格: RF 溶接の加熱が異なる理由
RF 溶接と従来の熱接合の主な違いは、効率だけではなく、材料を通って伝わる熱の方向です。
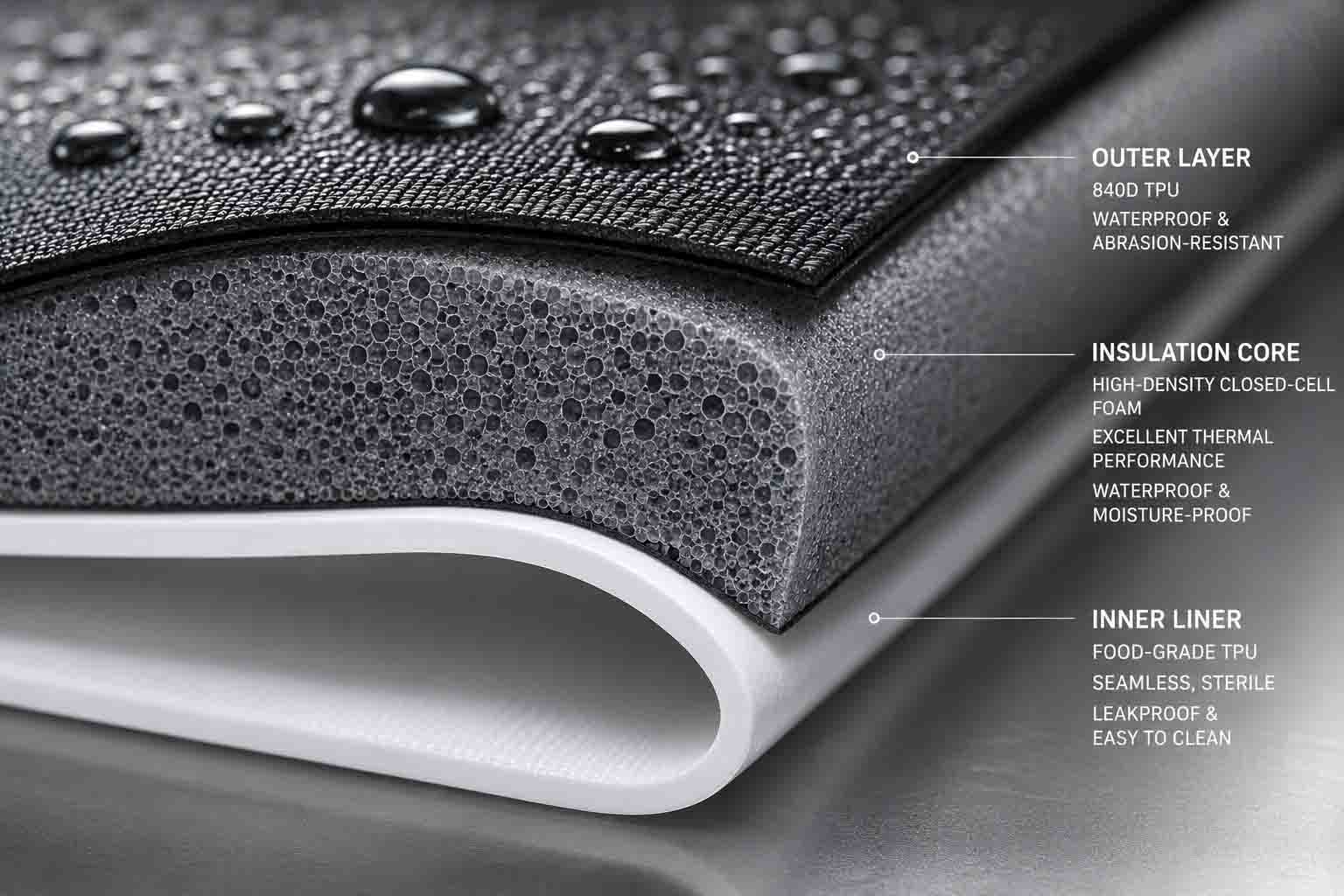
従来の方法 (ホットバー、加熱プラテン、ヒートガン) は、材料表面にエネルギーを加え、伝導に依存して内部を接合温度に引き上げます。薄いフィルムの場合は、これで十分に機能します。高級防水ギアに使用される厚く高密度の TPU ラミネート生地の場合、実際的な問題が発生します。内側の界面を溶融温度にするには、最初に外層が焦げたり変形したりする危険があるため、十分な表面滞留時間が必要です。材料の厚さが増すにつれて、「不十分」と「多すぎる」の間の範囲が狭くなります。
RF 溶接は、材料の内部に熱を伝導するのではなく、内部から熱を発生させることでこれを回避します。業務用 RF 溶接機器は、このクラスの産業機器に割り当てられた指定 ISM (産業、科学、医療) 無線周波数帯域である 27.12 MHz で動作します。この周波数では、交流電磁場により、TPU 内の極性分子が振動のたびに再調整を試みます (1 秒あたり約 2,700 万回)。これにより生じる分子摩擦により、表面から内部への熱伝導に依存することなく、溶融が必要な界面で溶接ゾーン全体に均一に熱が発生します。
同時に加えられる空気圧の下で、接合界面の材料は融解温度に達し、層が分子レベルで融合します。フィールドが除去され、持続的な圧力下で材料が冷却されると、2 つのパネル間の元の境界は構造的に存在しなくなり、溶接ゾーンは単一の連続した材料になります。破壊的プルテストでは、このゾーンは通常、周囲のベースファブリックの破損点を超えて保持されます。その結果は、適切に実行された RF 溶接の実用的なベンチマークとなります。
840D 高強度 TPU の溶接: 誤差の許容範囲が狭い
RF 溶接は、PVC、PET、EVA、さまざまな PU コーティングされた生地など、幅広い互換性のある熱可塑性プラスチックで機能します。持続的な耐摩耗性と荷重下での構造的完全性を必要とする耐久性の高い屋外用途では、840 デニールの高強度 TPU がベンチマーク素材です。また、プロセス校正に最も要求が厳しいものでもあります。
デニールが高くなると、溶接ゾーンの材料質量が増えるため、溶融温度にするためにより多くの電磁エネルギーが必要になります。難しいのは、これは単に出力を上げることを意味するわけではないということです。不十分なエネルギー (不完全な融着、漏れやすい溶接) と過剰なエネルギー (素材の焦げ、防水バリアの損傷) の間の範囲である動作ウィンドウは、生地の重量が増加するにつれて狭くなります。 420D TPU で問題なく動作する出力設定は、同じサイクル タイムで 840D にコールド スポットを生成する可能性がありますが、840D 用に調整された設定では、同じ製品でより薄い材料が燃焼する可能性があります。
これを管理するには、材料固有のキャリブレーションが必要です。 840D TPU が生産ラインに入るときは、新製品の導入であっても、同じサプライヤーからの材料の新しいバッチであっても、RF 出力、プレス圧力、サイクル タイミングを、その特定の材料 (デニール、TPU コーティング重量、配合) に対して検証する必要があります。これらのパラメータは文書化された SOP に属し、各実稼働の開始時に検証されます。機能がどのように記述されているかに関係なく、すべての生地重量に均一な設定を適用する施設は、この作業を行っていません。
生産の一貫性を決定する 3 つのプロセス変数
圧力テストに合格したプロトタイプは、適切な溶接が達成可能であることを証明します。一貫した生産には、生産量全体で再現可能かどうかを決定する変数を制御する必要があります。
金型精度
溶接ダイス (材料と接触して溶接形状を定義する成形電極) は、真鍮またはアルミニウムから特定のシーム パターンに必要な寸法に機械加工されます。このツールの寸法精度は二次的な関心事ではありません。不均一な金型表面により、溶接ゾーン全体に不均一な圧力分布が生じ、不均一な内部加熱、つまり材料が完全な溶融温度に達しなかったコールド スポットと過熱されたホット スポットが発生します。コールドスポットは漏れの開始点になります。ホットスポットは材料が薄くなり、長期的な継ぎ目の完全性を損なう領域になります。
金型の摩耗は生産量に対して同様の影響を及ぼします。生産キャンペーンの開始時に許容範囲内にあった接触面は、徐々に許容範囲から外れます。責任ある RF 溶接作業は、QC テストで故障率の上昇が示され始めた後ではなく、摩耗が溶接品質に影響を与える前に、金型の状態を追跡し、工具を交換または再調整します。
圧力適用: 2 段階、2 つの異なる機能
RF 溶接における空気圧は、溶接の進行段階とそれに続く冷却段階で異なる機能を果たし、両方が重要です。
アクティブな RF 段階では、圧力により溶接界面での材料層間の密着が確保され、TPU が溶融温度に達すると分子の混合が可能になります。 RF エネルギーが除去された後の冷却段階では、ポリマー鎖が固化する間、圧力によって溶融ゾーンが所定の位置に保持されます。溶接部が十分に冷える前に圧力を解放すると、まだ柔らかい材料が変形し、使用時に応力集中点となる溶接部の端で接合が弱くなり、寸法の不一致が生じます。
早期の圧力解放は、大量の RF 溶接で最も一般的なプロセスのショートカットの 1 つであり、サイクル タイムの圧力により、次の部品に迅速に移行するという運用上のインセンティブが生じます。結果として生じる溶接は、多くの場合、目視検査と最初の低圧テストに合格しますが、その後、現場での持続的な負荷と繰り返しの屈曲サイクルの下で故障率の上昇を示します。
サイクルタイミング
完全な RF 溶接サイクルは 3 つのフェーズで実行されます。プリプレス (RF を活性化する前に圧力を加え、材料をダイに正しく装着できるようにします)、アクティブ溶接 (RF エネルギーがオン、分子の加熱と融着が発生)、圧力下での冷却 (RF オフ、溶接ゾーンが固化)。各フェーズには、使用する材料の厚さ、コーティングの重量、およびダイの形状に応じて最適な期間があります。
これらのタイミングはマテリアル間で転送されません。特定の TPU 仕様向けに開発されたサイクルでは、より重い生地の溶接が不十分になり、同じ製品の他の場所で使用されているより軽い素材が過剰に溶接される危険性があります。製造実行間で材料の仕様が変更される場合 (異なるデニール、異なるコーティング重量、異なるサプライヤー バッチなど)、サイクル パラメーターには、連続性の仮定ではなく、再検証が必要です。
1.0 Bar 静水圧試験: 実際に何を確認するか
視覚的な継ぎ目検査により、目に見える焼け跡、溶接被覆の明らかな隙間、全体的な寸法の歪みなど、表面レベルの欠陥が特定されます。溶融が不十分な内部ゾーン、溶接界面の微小ボイド、または周囲条件下では保持されるが負荷がかかると開くコールド スポットは識別されません。圧力定格が記載されている防水製品の場合、目視検査は天井ではなく床で行われます。
1.0 Bar の静水圧テストは、本格的な RF 溶接屋外製品の検証標準です。 1 Bar は 10 メートルの水柱の静水圧に相当します。これは、ほとんどの屋外製品が現場で使用する際に遭遇する水没条件を大幅に超えており、まさに意味のある製造認定テストとなります。

手順: 完成した製品は内圧 1.0 Bar まで膨張され、水中に浸漬されるか、規定の期間圧力下に保持されます。合格条件は、継ぎ目、溶接ゾーン、または閉鎖点からのマイクロバブルの放出がゼロであることです。単一のバブルは、規模に関係なく、現場での使用時に水が浸入する漏れ経路を示します。このテスト レベルでは部分合格として認められるものはありません。
テストで確認されるのは、テスト時に特定のユニットが圧力を保持しているかどうかだけではありません。 1.0 Bar を通過した製品では、すべての溶接ゾーンにわたる完全な分子融合、完全なシーム形状にわたる正しいダイ接触、および圧力解放前の適切な冷却が確認されています。生産実行全体にわたる一貫した合格率は、プロセス制御の証拠であり、個々のユニットのばらつきがたまたまプラスの傾向にあったわけではありません。
テストの頻度は、テストの重大度と同様に重要です。重要な継ぎ目製品のユニットごとのテストにより、完全な生産範囲が提供され、出荷前に個々の障害が検出されます。バッチ サンプリングでは、低コストで統計的な信頼性が得られますが、個々の失敗は許容されます。適切なプロトコルは、単一ユニットのフィールド故障による下流コストによって異なります。1 つの漏れが保証請求と潜在的なブランド露出を引き起こす製品の場合、ユニットごとのテストが合理的な立場です。
RF 溶接能力の評価: プロセスの成熟度を分ける質問
RF 溶接された防水製品の漏れ防止は技術的な成果であり、製造上の主張ではありません。プロセス変数は既知であり、制御方法は確立されており、結果を検証するテストプロトコルは明確に定義されています。この分野で真の能力を持つメーカーは、そのような特定の用語で自社の操作を説明します。
サプライヤーの評価中に尋ねる価値のある質問は具体的です。
RF 出力設定とサイクル タイムは材料仕様ごとにどのように文書化されますか?また、材料バッチが変更された場合に再検証をトリガーするものは何ですか?
金型の状態はどのように監視され、どのしきい値で工具が交換されるのでしょうか?
水圧試験はユニットごとに行われるのでしょうか、それともバッチサンプリングによって行われますか?また、どのような圧力で行われますか?
同等の製品の最近の生産実行からのテスト記録を提供できますか?
これらの変数を実際に制御する施設にとって、これらは難しい質問ではありません。これらは、プロセス規律のない RF 溶接装置を稼働する施設にとっては非常に難しい質問です。答えによって、あなたがどのような状況にあるかがわかります。